






















-业务领域-
-服务优势-
-

专业技术服务团队
一站式多元化服务 -
服务领域范围广
接收全国寄样检测 -

专人负责跟进
随时提供进展情况 -

科学、公正、服务、高效
质量优质 客户至上 -

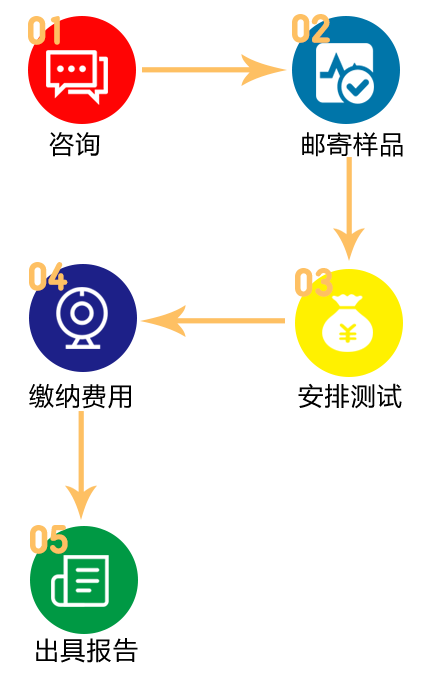
-服务流程-
- 咨询
- 邮寄样品
- 缴纳费用
- 安排测试
- 出具报告

了解艾德泰克
青岛艾德泰克检测技术有限公司是一家集检验检测、技术研发、技术咨询指导为一体的专业第三方检测机构,公司成立于2016年,公司以客户为中心,以高技术人才队伍为基础,以科学、严谨、精准、公正为基本行为准则,以技术共享为平台,为各企事业单位提供检验检测、咨询检定、质量控制一站式服务。
公司拥有先进的材料测试仪器设备和专业的技术团队,作为专业的第三方检测机构,公司自成立以来严格按照ISO 17025体系运营,并取得了中国合格评定国家认可委员会(CNAS)的认可资质和中国计量认证......
-
近 10000 次
咨询
-
近 5000 次
服务
-
近 40 位
员工




 400-8783-742
400-8783-742 400-8783742
400-8783742 qdadtk@126.com
qdadtk@126.com 山东省青岛市城阳区夏庄街道夏塔路168号
山东省青岛市城阳区夏庄街道夏塔路168号

